工厂智能照明控制系统:特点、优势及在制造业工厂的应用
随着科技的飞速发展,智能照明控制系统逐渐成为现代工厂的必备之选。这一系统凭借其独特的优势,为制造业工厂带来了革命性的变化。
首先,智能照明控制系统的特点显著。它不仅具备远程控制功能,让管理者能够随时随地监控和控制照明系统,而且能够实现精确的照度调节,为工厂提供舒适的作业环境。此外,该系统还具备故障预警功能,能在出现故障时及时发出警报,有效减少因设备故障带来的损失。
其次,智能照明控制系统的优势不容忽视。与传统照明系统相比,它不仅能节约能源,降低生产成本,而且能提高工作效率,为工厂创造更大的价值。同时,智能照明控制系统还具有极高的稳定性,能确保工厂长时间稳定运行。
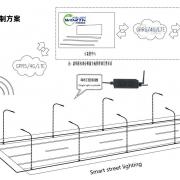
在在制造业工厂中,智能照明控制系统正逐渐成为不可或缺的组成部分。这一系统通过先进的传感技术和自动化控制,能够实现对工厂内部照明的智能调节,提高生产效率,降低能源消耗,并改善工作环境。
智能照明控制系统利用各种传感器,如光线传感器、人体传感器和运动传感器等,实时监测工厂内的环境变化和人员活动情况。当传感器检测到光线不足、人员进入工作区域或特定生产流程开始时,系统会自动开启或调节相应区域的照明设备。同时,该系统还具备对灯光亮度和色温的精细化调节功能,以满足不同生产环节和工作人员的需求。
与传统的照明控制系统相比,智能照明控制系统不仅在控制方式上更加智能化、精细化,还在节能环保方面表现出显著的优势。通过智能调节照明设备的开关状态和亮度,该系统能够有效地减少能源浪费,降低工厂的运营成本。同时,良好的照明环境有助于提高员工的工作效率和舒适度,进一步促进生产效益的提升。

此外,智能照明控制系统还可以与工厂的其他智能化系统进行集成,如生产管理系统、安全监控系统等。这样的集成不仅有助于提高工厂的整体智能化水平,还能为工厂的管理和决策提供更加全面、准确的数据支持。
综上所述,智能照明控制系统在制造业工厂中的应用具有显著的优势和价值。通过采用这一系统,工厂可以实现更加智能化、节能化的照明管理,为提高生产效率、降低运营成本和改善工作环境提供有力支持。
的应用广泛且深入。它被广泛应用于各类生产车间、仓库和办公区域,满足了不同场所的照明需求。此外,智能照明控制系统还与工厂的生产线、安全监控等系统相互配合,共同构建了一个高效、安全的现代化工厂。
总而言之,智能照明控制系统凭借其特点与优势,为制造业工厂带来了巨大的价值。随着技术的不断进步,我们有理由相信,智能照明控制系统将在未来的制造业中发挥更加重要的作用。